為抓住市場機遇,神州芯彩(南通)環(huán)保科技有限公司租賃已建的閑置廠房,購置混合機(GHJ-500)、雙螺桿擠出機(SLJ-70B)、壓片機(JFY-610)、磨粉機(ACM-30)等66臺(套)設(shè)備,實施塑粉生產(chǎn)項目,項目建成后年產(chǎn)9000噸塑粉。本項目產(chǎn)品塑粉可用于新能源汽車以及汽車零部件表面噴涂,作為配套產(chǎn)業(yè)符合“節(jié)能與新能源汽車及氫能產(chǎn)業(yè)園”的產(chǎn)業(yè)定位。
根據(jù)備案證塑粉生產(chǎn)項目分兩期進行建設(shè),一期項目購置6條生產(chǎn)線,年產(chǎn)3600噸塑粉,二期項目購置9條生產(chǎn)線,年產(chǎn)5400噸塑粉。本次環(huán)評僅針對一期年產(chǎn)3600噸塑粉生產(chǎn)項目進行評價,二期項目需按照相關(guān)要求另行申報。
一期項目共設(shè)置6條生產(chǎn)線,每條生產(chǎn)線包括1臺混合機、1臺雙螺桿擠出機、1臺壓片機、1臺磨粉機,每條線的生產(chǎn)能力為0.3t/h。項目產(chǎn)能為3600t/a,企業(yè)設(shè)計年工作時間為2400h,滿負荷工作可生產(chǎn)0.3*6*2400=4320t/a產(chǎn)品,滿足產(chǎn)能要求。本項目生產(chǎn)線工作時間為3600/0.3/6=2000h/a。
主要工藝說明如下:
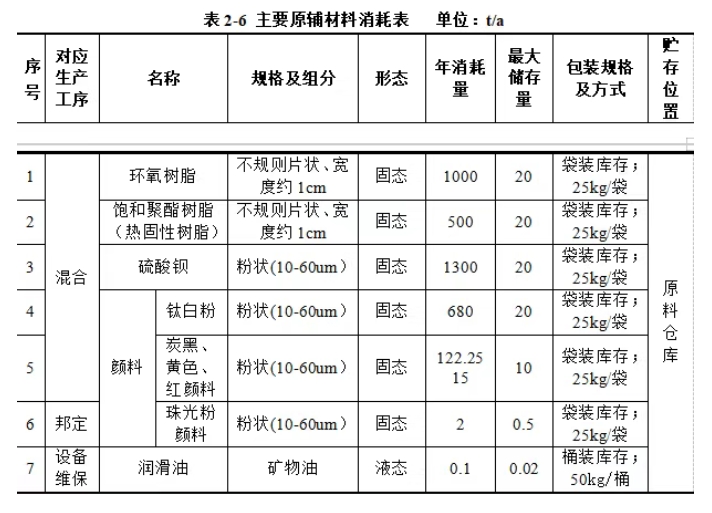
(1)配料:本項目原料環(huán)氧樹脂、飽和聚酯樹脂、硫酸鋇、顏料進廠時均為袋裝,其中環(huán)氧樹脂、聚酯樹脂為不規(guī)則粒狀,硫酸鋇、顏料為粉狀。使用時將物料整袋放料斗中,后人工從包裝袋底部割袋下料,割包后的物料通過自動配料系統(tǒng)稱量后經(jīng)密閉管道送入混合機內(nèi),能有效避免粉塵的產(chǎn)生。該工序工作時間為2000h。
產(chǎn)污環(huán)節(jié):此工序產(chǎn)生G1配料廢氣、S1廢包裝材料以及設(shè)備運行N噪聲。
(2)混合:混合過程在密閉混合機內(nèi)進行,將配料好的原料進行高速攪拌,使其攪拌均勻。該工序工作時間為2000h。
產(chǎn)污環(huán)節(jié):此工序產(chǎn)生G2混合廢氣、設(shè)備運行N噪聲。
(3)擠出:混合后的物料密閉自動輸送至雙螺桿擠出機內(nèi),物料通過在螺筒內(nèi)緊密高速同向旋轉(zhuǎn)的兩根螺桿,經(jīng)輸送熔融、擠出螺筒時,由固態(tài)變成膠體狀態(tài)。最后通過螺筒內(nèi)高速同向旋轉(zhuǎn)的雙螺將物料向螺的前方推出。雙螺桿擠出機采用電加熱,溫度保持在110~120℃,擠出過程采用循環(huán)水進行間接冷卻。該工序工作時間為2000h。
產(chǎn)污環(huán)節(jié):此工序產(chǎn)生G3擠出廢氣以及設(shè)備運行N噪聲。
(4)壓片:經(jīng)雙螺桿擠出機擠出的物料進入壓片機滾軸壓成1~3mm厚度的片狀,滾軸內(nèi)通入冷卻水冷卻(間接冷卻,使得混料被擠出后可迅速降溫,在滾軸末端時基本上為室溫狀態(tài)),最后連成片狀的混料再經(jīng)壓片機剪切成大小約為1-2cm寬的片狀物料,以利于后續(xù)磨粉。
產(chǎn)污環(huán)節(jié):此工序產(chǎn)生設(shè)備運轉(zhuǎn)N噪聲。
(5)磨粉、過篩:剪切后的片狀物料進入密閉磨粉機內(nèi)打磨成粉。磨粉機內(nèi)帶有分級裝置,具有可調(diào)的自動分級功能,篩選時也為密閉狀態(tài)。物料通過磨粉機粉碎成所要求的粒度,然后通過分級過篩,收集適宜的粒度分布的塑粉,不合格規(guī)格的重新自動返回磨粉工序。該工序工作時間為2000h/a。

產(chǎn)污環(huán)節(jié):此工序產(chǎn)生G4磨粉廢氣、G5過篩廢氣以及設(shè)備運轉(zhuǎn)N噪聲。
(6)邦定:根據(jù)客戶要求,為了粉末涂料有較好的珠光效果,需要對部分粉末進行邦定(塑粉用量198.006t/a,珠光粉用量為2t/a,產(chǎn)品產(chǎn)量為200t/a)。邦定工藝是通過物理結(jié)合方式將珠光粉與塑粉按照一定的比例進行固結(jié)的技術(shù)。塑粉采用密閉管道轉(zhuǎn)移,珠光粉人工進行拆包,將物料整袋放入料斗中,后人工從包裝袋底部割袋下料,割包后的物料通過自動配料系統(tǒng)稱量后經(jīng)密閉管道送入邦定機進行高速混合,通過高速旋轉(zhuǎn)產(chǎn)生的摩擦熱,使物料溫度升至接近樹脂的玻璃化溫度,樹脂的玻璃化轉(zhuǎn)變是指從玻璃態(tài)轉(zhuǎn)變?yōu)楦邚棏B(tài),變得柔軟且具有彈性,從而使得珠光粉與塑粉顆粒粘結(jié)在一起。項目使用的塑粉主要為環(huán)氧樹脂、聚酯樹脂,玻璃化轉(zhuǎn)變溫度通常在50~60℃。邦定時邦定機夾套內(nèi)通入循環(huán)冷卻水控制溫度,溫度控制在50~60℃,在此溫度下樹脂不會熔融,樹脂中游離的單體揮發(fā)性有機物得不到釋放,不產(chǎn)生有機廢氣。該工序工作時間為2000h。
產(chǎn)污環(huán)節(jié):此工序產(chǎn)生G6邦定投料廢氣、G7邦定廢氣以及設(shè)備運轉(zhuǎn)N噪聲。
(7)包裝:將成品塑粉自動稱量后包裝入庫。該工序工作時間為2000h。
(來源:如皋經(jīng)濟技術(shù)開發(fā)區(qū))